一、拿到华为星闪科技组装图后,先确认哪些信息最关键?
在正式动手前,把图纸摊平,用荧光笔把以下四类关键信息圈出来:
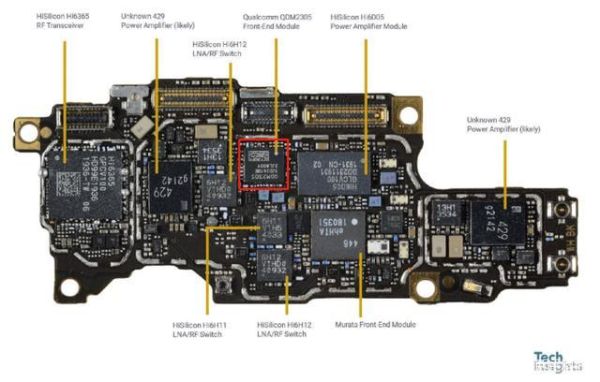
(图片来源 *** ,侵删)
- Pin脚定义:星闪模块的VCC、GND、TX、RX、RST、IRQ分别对应主板哪几个焊盘?
- 丝印层:PCB上“S1”“J3”这类丝印是否与图纸上的接口编号完全一致?
- 阻焊开窗:芯片下方是否有 *** 的散热铜皮,需要额外加导热硅脂?
- 测试点:TP1、TP2是否预留了串口调试焊盘,方便后期烧录固件?
二、华为星闪模块如何接线?
答案:先供电,再通信,最后调试。
具体顺序如下:
- 供电链路:VCC 3.3 V±5 % → 磁珠FB1 → 星闪模块Pin1;GND直接大面积铺铜,多点接地。
- UART链路:主控TX → 星闪RX(Pin5);主控RX ← 星闪TX(Pin6)。注意交叉,必要时串22 Ω电阻做阻抗匹配。
- 控制链路:RST(Pin3)接主控GPIO,低电平复位≥10 ms;IRQ(Pin7)建议上拉10 kΩ到VCC,中断触发更稳定。
- 射频链路:RFIO(Pin9)走微带线,50 Ω单端,线宽0.3 mm(以1.6 mm FR4为例),远离数字信号≥3倍线宽。
三、星闪芯片焊接步骤
1. 预热平台温度设多少合适?
150 ℃底部预热,可显著减少回流次数,避免QFN空洞。
2. 钢网开口如何设计才能少锡球?
中心接地焊盘采用“田字格”开口,每格0.8 mm×0.8 mm,边缘0.15 mm倒角,锡量降低20 %,空洞率<10 %。
3. 回流曲线关键温区
- 升温区:1.5 ℃/s,防止助焊剂飞溅。
- 浸润区:180 ℃~200 ℃,60 s,活化助焊剂。
- 回流区:峰值245 ℃±5 ℃,10 s,芯片引脚完全润湿。
- 冷却区:≤3 ℃/s,防止焊点结晶粗大。
4. 手工补焊技巧
若光学检查发现边缘引脚虚焊,用0.2 mm焊咀加少量Sn96.5/Ag3/Cu0.5低温锡丝,温度设定320 ℃,点焊时间<1 s。

(图片来源 *** ,侵删)
四、常见疑问自查表
Q:模块上电后电流瞬间飙到200 mA,正常吗?
A:启动阶段射频PA自检,持续<50 ms即回落到30 mA以内属正常;若一直高电流,检查RF前端是否短路。
Q:串口打印乱码?
A:大概率波特率不匹配,星闪默认115200 8N1;确认主控端与模块共地,且TX/RX未反接。
Q:距离测试只有10 m,达不到标称?
A:检查PCB天线区域下方是否有金属螺丝;保持天线净空区≥5 mm,并确保π型匹配 *** (L1/C1/L2)按参考值焊接。
五、量产前必须做的三项验证
- AOI+ICT双重检测:AOI检查焊接缺陷,ICT测试阻抗与短路,良率需>99 %。
- OTA暗室测试:在微波暗室中跑TRP/TIS,确保发射功率与接收灵敏度符合华为星闪认证规范。
- 高低温循环:-40 ℃~85 ℃,各30 min,循环50次,功能无丢包,射频指标偏移<1 dB。
六、维修返工时的注意事项
若需拆下星闪模块,请使用热风枪+专用顶针:温度设定280 ℃,风量5级,均匀旋转加热30 s,顶针轻抬芯片一角即可取下;清理焊盘时务必用吸锡带,避免刮伤OSP涂层。重新植球时,钢球直径0.3 mm,助焊膏选用RMA-223,回流后X-Ray检查空洞率<15 %即可二次贴片。

(图片来源 *** ,侵删)
评论列表