什么是先进科技产品加工设备?
先进科技产品加工设备指的是利用**最前沿的数字化、智能化、精密化技术**,对高附加值零部件进行高效、低损耗制造的装备。它既包括**五轴联动CNC、激光微纳加工中心**,也涵盖**半导体晶圆划片机、增材制造金属3D打印机**等。
自问自答:为什么叫“先进”?——因为它在**加工精度、材料适应性、数据闭环**三个维度上,比传统设备至少领先一代。
---先进科技产品加工设备有哪些?一张清单看懂
- 五轴联动CNC:一次装夹完成复杂曲面,航空叶片、医疗植入体首选。
- 飞秒激光微加工机:脉冲宽度<400 fs,热影响区≈0,用于折叠屏OLED钻孔。
- 半导体晶圆划片机:主轴转速60 krpm,切割道宽≤20 μm,芯片封装必备。
- 电子束熔融3D打印机:钛合金粉末逐层熔化,航天支架减重30%。
- 超精密车铣复合中心:主轴径向跳动≤0.1 μm,光学模具Ra 2 nm镜面。
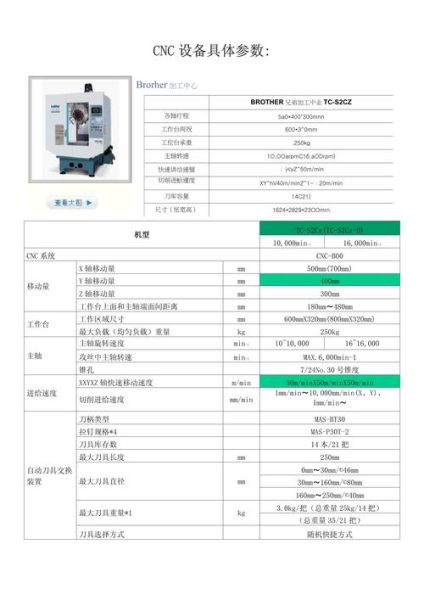
如何选择高精度CNC?关键指标拆解
1. 精度等级怎么判定?
看**重复定位精度**与**加工真圆度**。高端机型重复定位≤±0.001 mm,真圆度≤0.0005 mm;普通机型往往只能做到±0.01 mm。
2. 主轴功率与扭矩如何匹配?
加工钛合金需要**高扭矩低速主轴**(扭矩≥200 N·m,转速≤8 krpm);铝合金则相反,**高转速低扭矩**(转速≥30 krpm)。
3. 控制系统选哪家?
西门子840D SL、海德汉TNC640、发那科31i-B,三者对比:
- 西门子:开放性强,二次开发友好。
- 海德汉:动态精度补偿算法领先。
- 发那科:稳定性高,售后网密集。
实际案例:折叠屏铰链五轴加工
需求:在厚度0.3 mm的钛合金薄片上铣出0.05 mm宽的微槽,R角≤0.01 mm。

设备选型:DMG MORI ULTRASONIC 20 linear,配超声辅助加工模块。
工艺参数:
- 主轴:HSK-E32,转速40 krpm。
- 进给:300 mm/min,超声振幅3 μm。
- 刀具:单晶金刚石立铣刀,刃径0.05 mm。
结果:表面粗糙度Ra 0.05 μm,无微裂纹,良率提升至99.2%。
---成本与回报:投资回报周期如何计算?
以一台**价值180万元的五轴CNC**为例:
- 每小时加工费:500元。
- 每日有效工时:20 h。
- 月产值:500×20×26=26万元。
- 扣除人工、耗材、折旧,月净利约10万元。
- 投资回收期:18个月。
若用于**半导体陶瓷封装零件**,单价翻倍,回收期可缩短至10个月。
未来趋势:AI闭环与数字孪生
下一代设备将内置**AI工艺库**,通过**实时采集切削力、温度、振动**数据,自动优化进给与转速;同时利用**数字孪生**在云端预演加工路径,提前发现干涉与变形,减少试切次数。
自问自答:中小企业如何跟上?——可先从**租赁高端设备+共享工艺库**切入,降低一次性投入。
---维护与校准:保持高精度的日常动作
- 每日:激光对刀仪检测刀具磨损,补偿刀长。
- 每周:球杆仪检测圆度误差,更新伺服参数。
- 每月:激光干涉仪校准线性轴,确保定位精度。
- 每季度:主轴动态平衡测试,防止振动放大。
常见误区:别被“高配置”迷惑
误区一:盲目追求**更高转速**。实际加工中,80%的工序转速低于15 krpm。
误区二:忽视**温控系统**。室温波动±1 ℃,铝件尺寸就会漂移±5 μm。
误区三:忽略**夹具刚性**。再精密的机床,也救不了0.01 mm的夹具变形。
评论列表